汽車(chē)天窗的焊接對(duì)于焊接技術(shù)的要求非常高,焊接缺陷會(huì)導(dǎo)致汽車(chē)天窗開(kāi)裂、漏水,所以必須要確保焊接的質(zhì)量。下面我們就來(lái)給大家介紹一下激光焊縫跟蹤系統(tǒng)在汽車(chē)天窗焊接中的應(yīng)用。

一、天窗焊接的特殊性與技術(shù)挑戰(zhàn)
汽車(chē)天窗作為車(chē)身關(guān)鍵功能部件,其焊接質(zhì)量直接影響整車(chē)密封性、安全性與NVH性能。傳統(tǒng)天窗焊接面臨著三大核心挑戰(zhàn):
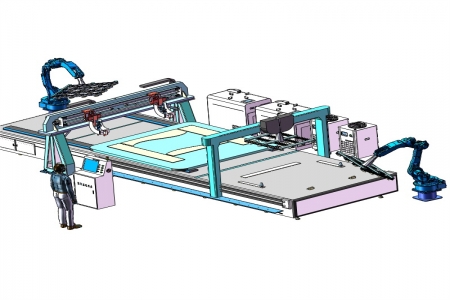
異形曲面適配難題:全景天窗普遍采用雙曲率玻璃+輕量化合金框架的復(fù)合結(jié)構(gòu),焊接需在三維空間動(dòng)態(tài)調(diào)整;
熱形變補(bǔ)償需求:焊接過(guò)程需實(shí)時(shí)修正熱變形誤差;
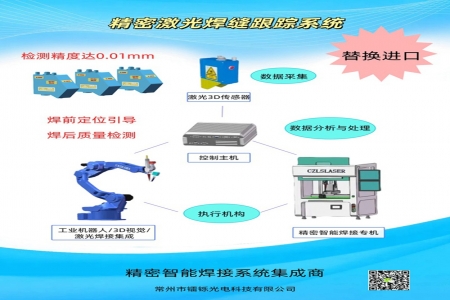
零缺陷工藝要求:國(guó)際汽車(chē)質(zhì)量標(biāo)準(zhǔn)規(guī)定天窗漏焊率需低于0.01ppm(百萬(wàn)分之一)。
二、激光跟蹤系統(tǒng)的技術(shù)突破
新型激光焊縫跟蹤系統(tǒng)通過(guò)三大技術(shù)創(chuàng)新實(shí)現(xiàn)工藝升級(jí):
1. 多光譜協(xié)同檢測(cè)架構(gòu)
采用雙波段激光協(xié)同掃描,掃描更精準(zhǔn)。
通過(guò)波長(zhǎng)分光棱鏡實(shí)現(xiàn)玻璃/金屬界面同步成像(分辨率達(dá)5μm)。
動(dòng)態(tài)補(bǔ)償算法消除玻璃折射引起的坐標(biāo)偏移(補(bǔ)償精度±0.01mm)。
2. 自適應(yīng)焊接參數(shù)矩陣
建立材料-溫度-速度三維響應(yīng)模型:
Q=∫(k(T)?I(t)?v?1)dt (Q:熱輸入量,k:溫度傳導(dǎo)系數(shù),I:激光功率,v:焊接速度)
實(shí)時(shí)調(diào)節(jié)激光焦點(diǎn)直徑(0.2-1.2mm可調(diào))匹配不同焊縫形態(tài)。
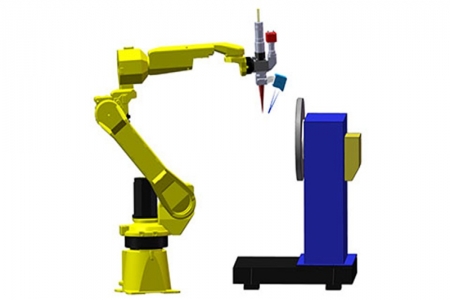
3. 數(shù)字孿生預(yù)判系統(tǒng)
將設(shè)計(jì)數(shù)模與實(shí)時(shí)點(diǎn)云數(shù)據(jù)對(duì)比(每秒2000點(diǎn)采樣)。
預(yù)判軌跡偏移趨勢(shì)。
提前調(diào)整機(jī)器人第七軸補(bǔ)償量(響應(yīng)時(shí)間<8ms)。
三、焊縫跟蹤系統(tǒng)實(shí)際應(yīng)用效能數(shù)據(jù)
在車(chē)企的數(shù)字化車(chē)間實(shí)測(cè)顯示:
軌跡精度:最大偏移量從±0.5mm降至±0.07mm(提升86%)。
焊接速度:連續(xù)曲線焊接速度達(dá)85mm/s(較傳統(tǒng)提升40%)。
質(zhì)量穩(wěn)定性:CTQ(關(guān)鍵質(zhì)量特性)過(guò)程能力指數(shù)CPK從1.2提升至2.1。
能耗優(yōu)化:通過(guò)焦點(diǎn)動(dòng)態(tài)調(diào)節(jié)降低激光功率波動(dòng),單件能耗下降18%。
鐳爍光電的激光焊縫跟蹤系統(tǒng)通過(guò)物理檢測(cè)與數(shù)字孿生技術(shù)的深度融合,不僅解決了天窗焊接的行業(yè)痛點(diǎn),更推動(dòng)了汽車(chē)制造向"零缺陷、自適應(yīng)、可預(yù)測(cè)"的第三代智能工廠演進(jìn)。未來(lái)隨著量子點(diǎn)激光器與邊緣計(jì)算技術(shù)的應(yīng)用,系統(tǒng)響應(yīng)精度有望突破納米級(jí),為汽車(chē)輕量化與個(gè)性化定制提供新的技術(shù)支點(diǎn)。