充氣柜機(jī)器人激光焊接技術(shù)是結(jié)合高精度激光技術(shù)與自動(dòng)化機(jī)器人系統(tǒng),專(zhuān)為充氣柜制造設(shè)計(jì)的先進(jìn)工藝。其核心在于通過(guò)高能激光束實(shí)現(xiàn)箱體密封焊接,滿(mǎn)足充氣柜對(duì)氣密性、耐久性和結(jié)構(gòu)強(qiáng)度的嚴(yán)苛要求。
一、充氣柜激光焊接的核心
充氣柜作為高壓電氣設(shè)備,所有帶電體密封于不銹鋼箱體內(nèi),焊接質(zhì)量直接影響設(shè)備的安全性和使用壽命。
其焊接需滿(mǎn)足:
氣密性要求:焊縫需完全密封,避免氣體泄漏。
高強(qiáng)度與低變形:箱體長(zhǎng)期戶(hù)外使用需抵抗變形,加強(qiáng)筋焊接需穿透板材且熱影響區(qū)小。
微間隙控制:焊縫間隙需小于0.1mm,傳統(tǒng)焊接難以實(shí)現(xiàn),而激光焊接可以通過(guò)高精度切割與定位來(lái)實(shí)現(xiàn)。

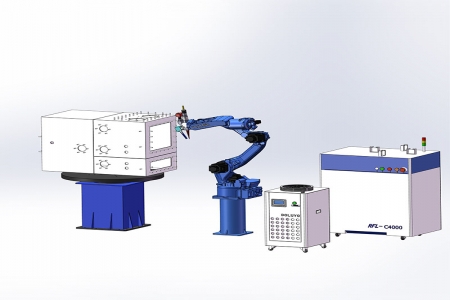
二、機(jī)器人激光焊接系統(tǒng)的關(guān)鍵技術(shù)
高精度激光切割與定位
充氣柜板材需先通過(guò)激光切割下料,確保邊緣無(wú)毛刺,以滿(mǎn)足后續(xù)焊接的微間隙要求。
機(jī)器人系統(tǒng)配備視覺(jué)輔助對(duì)焦和鐳爍焊縫跟蹤系統(tǒng),實(shí)時(shí)修正焊接軌跡偏差,提升精度至微米級(jí)。
多工位協(xié)作與自動(dòng)化流程
系統(tǒng)支持多工位同步加工,加強(qiáng)筋焊接與箱體密封焊分步完成,通過(guò)旋轉(zhuǎn)變位裝置與夾具實(shí)現(xiàn)高效切換。
新產(chǎn)品導(dǎo)入流程簡(jiǎn)單,減少調(diào)試時(shí)間,適應(yīng)多品種中等批量生產(chǎn)模式。
工藝參數(shù)優(yōu)化與質(zhì)量控制
激光功率(通常4-6kW)、焊接速度(2.5-4m/min)、保護(hù)氣體等參數(shù)需根據(jù)材料厚度與焊接類(lèi)型(穿透焊/密封焊)動(dòng)態(tài)調(diào)整。
焊后通過(guò)鐳爍的焊縫缺陷檢測(cè)系統(tǒng)分析熔深、氣孔及裂紋,確保合格率。

三、技術(shù)優(yōu)勢(shì)
高效率與高一致性
相比傳統(tǒng)氬弧焊,激光焊接速度提升數(shù)倍,且機(jī)器人自動(dòng)化減少人工干預(yù),單日產(chǎn)量顯著提高。
焊縫形貌美觀、強(qiáng)度高,合格率可達(dá)99%以上,降低返工成本。
熱影響區(qū)小與低變形
激光聚焦能量密度高,熱輸入集中,減少箱體熱變形,尤其適合薄板焊接。
靈活性與適應(yīng)性
支持多種材料(不銹鋼、鋁合金等)和結(jié)構(gòu)(如“U”型加強(qiáng)筋、“I”型拼接),適應(yīng)復(fù)雜工件需求。
萬(wàn)向氣體噴嘴設(shè)計(jì)提升機(jī)器人可達(dá)性,覆蓋多角度焊縫。

充氣柜機(jī)器人激光焊接通過(guò)高精度激光技術(shù)、自動(dòng)化機(jī)器人系統(tǒng)及智能工藝控制,解決了傳統(tǒng)焊接在氣密性、效率與一致性上的瓶頸。隨著技術(shù)迭代,其在電力設(shè)備、軌道交通等領(lǐng)域的應(yīng)用將進(jìn)一步擴(kuò)展,成為高端制造的核心工藝之一。